
Отрезной круг по металлу является основным инструментом для быстрой и точной резки металлических конструкций в условиях строительной площадки, мастерской или приусадебного хозяйства. От правильного выбора диска и соблюдения техники работы зависит не только качество реза, но и безопасность оператора, а также долговечность самого инструмента. Современные абразивные круги способны эффективно справляться с различными металлами - от мягкой стали до нержавейки и цветных сплавов, но для каждого материала и задачи требуется свой подход к выбору и эксплуатации отрезного инструмента.
Критерии выбора отрезного круга для разных материалов и задач
Диаметр отрезного круга определяет максимальную глубину реза и должен соответствовать мощности углошлифовальной машины. Для бытовых УШМ с мощностью до 1000 Вт оптимальны диски диаметром 115-125 мм, тогда как профессиональное оборудование допускает использование кругов 180-230 мм. Толщина диска влияет на точность реза и стойкость инструмента. Тонкие круги толщиной 1,0-1,6 мм обеспечивают минимальную ширину пропила и меньшее сопротивление, но требуют более аккуратного обращения. Стандартные диски толщиной 2,0-2,5 мм более устойчивы к боковым нагрузкам и подходят для резки профильного металла.
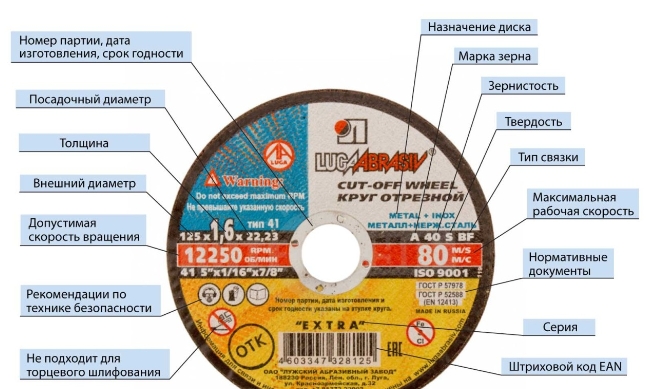
Тип абразива и связки имеет решающее значение для эффективности работы. Для резки черных металлов применяются круги на основе электрокорунда, тогда как для нержавеющей стали и цветных металлов предпочтительны диски из циркониевого корунда или карбида кремния. Маркировка круга указывает на его назначение: диски с маркировкой А предназначены для резки высоколегированных сталей, тип 41 - для отрезных работ. Скоростные характеристики диска должны соответствовать максимальным оборотам УШМ, обычно это 80-100 м/с для профессиональных инструментов.
Техника безопасной резки с минимальной вибрацией
Правильная техника резки начинается с надежного закрепления заготовки. Металл должен быть прочно зафиксирован в тисках или струбцинами, чтобы исключить смещение во время работы. Положение оператора должно быть устойчивым, с смещением корпуса относительно плоскости вращения диска - это защищает от травм в случае заклинивания или разрушения круга. УШМ удерживают двумя руками, плотно обхватывая основные рукоятки, при этом направляющая рука располагается на дополнительной рукоятке, а рабочая - на курке управления.
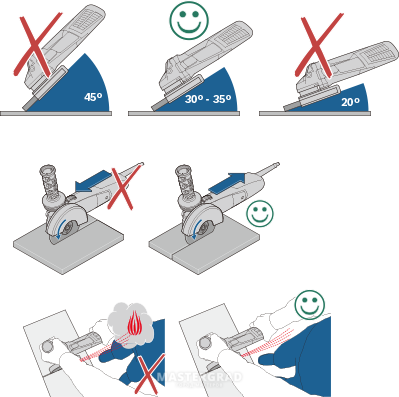
Начало реза выполняют без сильного давления, позволяя диску войти в материал под собственным весом инструмента. После образования начальной канавки постепенно увеличивают нагрузку, поддерживая постоянный угол реза. Вибрация минимизируется за счет равномерного давления и правильного положения диска относительно заготовки. При резке профильного металла рекомендуется выбирать положение, при котором контакт диска с поверхностью минимален - это снижает трение и нагрев. Периодические перерывы в работе позволяют диску и заготовке остыть, что особенно важно при резке толстостенных материалов.
Стратегии резки в различных условиях и средства защиты

Выбор между резкой "на весу" и с подкладкой зависит от типа материала и требуемого качества реза. Резка "на весу" применяется при работе с профильным металлом, трубами и арматурой, где важно контролировать глубину проникновения диска. Этот метод требует большого опыта, так как повышает риск заклинивания круга при завершении реза. Резка с подкладкой используется для листового металла и случаев, когда необходимо получить чистый рез без заусенцев. В качестве подкладки применяют деревянные бруски или профиль, который приподнимает заготовку и обеспечивает свободный выход диска.
Комплекс средств защиты оператора включает защитные очки или маску, которые предохраняют глаза от искр и абразивной пыли. Перчатки из плотного материала защищают руки от острых кромок и вибрации, а одежда из негорючего материала предотвращает возгорание от искр. Респиратор необходим при работе в закрытых помещениях или при длительной резке, когда образуется значительное количество металлической пыли. Защитный кожух на УШМ должен быть всегда установлен и правильно ориентирован в направлении от оператора.
Факторы износа и типичные ошибки при эксплуатации
Срок службы отрезного круга зависит от нескольких ключевых факторов. Качество абразивного материала определяет стойкость режущих кромок - диски известных производителей сохраняют эффективность значительно дольше дешевых аналогов. Правильный выбор скорости реза влияет на температурный режим: слишком медленная резка приводит к глажению металла, а чрезмерно быстрая - к перегреву и быстрому износу диска. Боковое давление является основной причиной преждевременного износа - диск должен работать преимущественно торцевой поверхностью, без перекосов и изгибов.
Наиболее распространенные ошибки включают использование диска не по назначению, например, применение круга по металлу для резки камня или кирпича. Резка под неправильным углом вызывает повышенное трение и приводит к заклиниванию диска в материале. Продолжение работы с поврежденным или изношенным кругом создает опасность его разрушения. Игнорирование необходимости охлаждения при длительной работе приводит к перегреву не только диска, но и подшипников УШМ. Попытки ускорить процесс резки за счет увеличения давления обычно дают обратный эффект - снижают скорость реза и увеличивают износ инструмента.

Отрезной круг по металлу при грамотном использовании становится надежным и эффективным инструментом для решения широкого спектра задач. Правильный выбор диска в соответствии с обрабатываемым материалом, соблюдение техники безопасности и технологии резки позволяют добиваться чистых и точных резов при минимальном износе инструмента. Понимание принципов работы с отрезными кругами не только повышает производительность труда, но и обеспечивает безопасность оператора, сохраняя инструмент в рабочем состоянии на протяжении длительного времени. Регулярная проверка состояния диска и своевременная его замена являются залогом успешной и безопасной работы с металлом.